



Tolerans och tillverkningsverktyg
Strikta krav på tolerans
BMT finns till för att hjälpa dig göra ett korrekt val av plåtmaterialet och förenkla din tillverkningsdesign. Vi arbetar för att vara dina partners genom varje steg av produktutveckling och specialtillverkning. Bara du behöver lita på oss!
I de flesta fall tar materialkostnaden en stor del av en plåtdel. Därför är det viktigt att välja ett billigare material under din design. Till exempel är aluminium bättre än kopparmaterial. Dessutom måste du veta att lagerstorlekar är mycket billigare än andra typer av metallplåt. Se till att du gör det till det första alternativet under materialvalet.


Först och främst måste du veta att alla plåtdelar börjar platt, så deldesignen måste följa med en gemensam mätare för alla funktioner. Du kan dock ha olika tjocklekar, men du måste svetsa ihop dem, vilket leder till en högre kostnad.
För det andra måste vi ta väl hand om böjradien. Arbetsstycket kommer att få en stor ökning för töjningen när böjradien blir mindre, så det är viktigt att utforma enkla vinklade böjar med större radie.
Sist men inte minst, ju mindre för hål, kostnaden är högre under metallplåtskärning. Dessutom kan det lätt orsaka förvrängningsproblem under skärning. Därför är det idealiskt att hålla lastutrymmet större än metallplåtens materialtjocklek.
Inom BMT Plåttillverkning har vi strikt hantering av tillverkningsverktyg och toleranser, eftersom vi vet att toleranser är den viktigaste delen för plåtbearbetning. Så, tillverkningsverktygsöverväganden är mycket viktiga. Generellt sett kommer en komplicerad funktion att kräva verktyg, vilket innebär extra tid och kostnad. Därför är det tillrådligt att göra designen enkel som tillåter konventionell kantpress och andra billiga vanliga verktyg.
Vi lyder allvarligt ledningen för kundernas toleranskrav och håller enhetlig böjorientering. Typiskt sett kan en metalldel acceptera en lös tolerans för de flesta funktioner, endast ett fåtal dimensioner är kritiska för funktionen. Genom att acceptera en lägre tolerans kan vi få en lägre defektfrekvens och högre produktionshastighet. Av denna anledning bör vi bara nämna snäva toleranser för nyckelfunktionerna för att sänka kostnaderna.

Dessutom måste vi veta att vi kommer att behöva göra omorientering om krökarna inte är utformade i samma riktning, vilket orsakar ytterligare tillverkningstid och ökar kostnaden i enlighet därmed. Av denna anledning bör konstruktören försöka bibehålla enhetliga böjar under tillverkningsprocessens framstegsdesign.
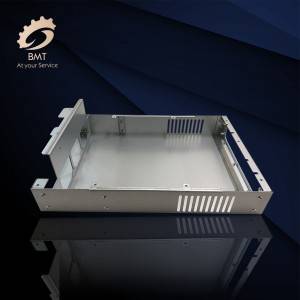
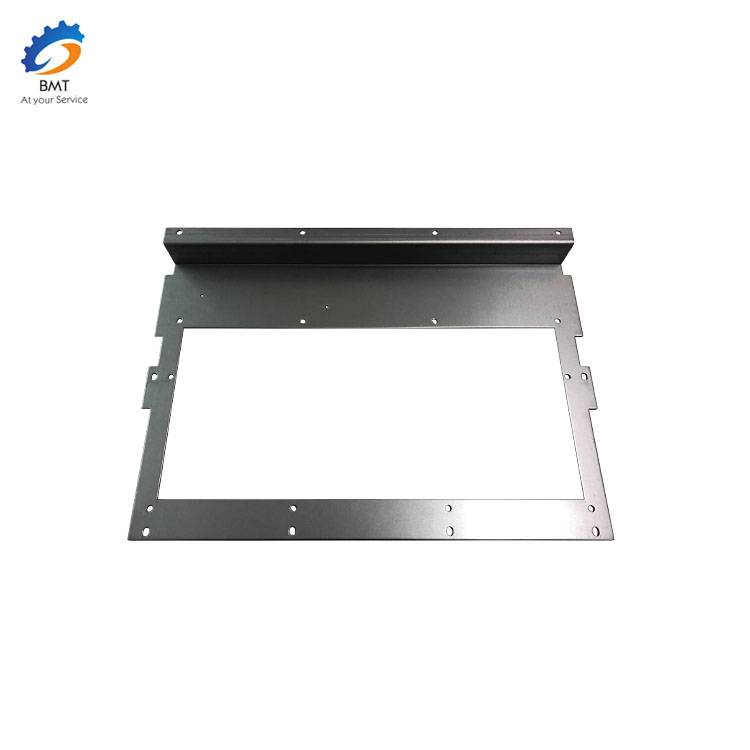
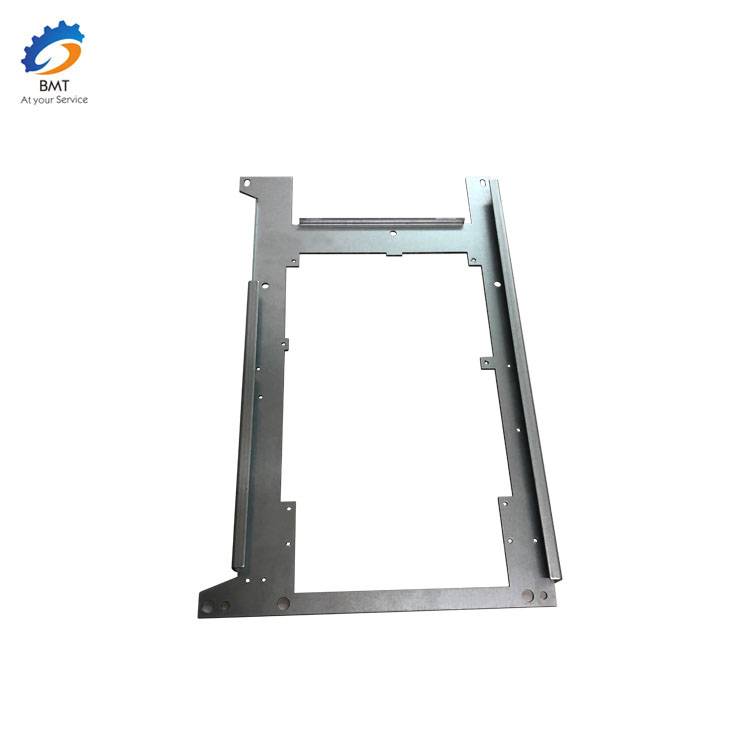
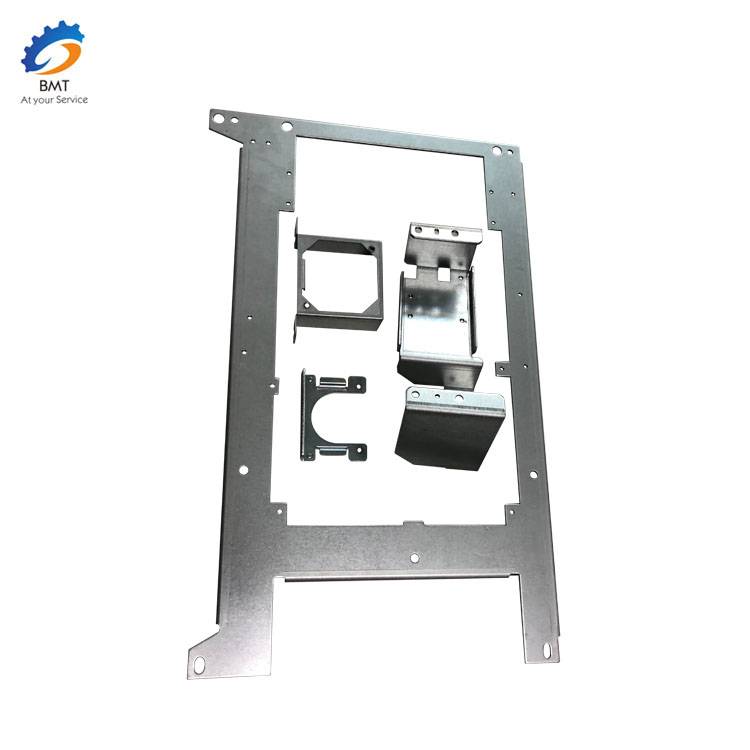
Produktbeskrivning