





Typer av CNC-bearbetning
Maskinbearbetning är ett tillverkningsbegrepp som omfattar ett brett spektrum av teknologier och tekniker. Det kan grovt definieras som processen att ta bort material från ett arbetsstycke med hjälp av motordrivna verktygsmaskiner för att forma det till en avsedd design. De flesta metallkomponenter och delar kräver någon form av bearbetning under tillverkningsprocessen. Andra material, såsom plast, gummi och pappersvaror, tillverkas också vanligtvis genom bearbetningsprocesser.
Typer av bearbetningsverktyg
Det finns många typer av bearbetningsverktyg, och de kan användas ensamma eller tillsammans med andra verktyg i olika steg i tillverkningsprocessen för att uppnå den avsedda detaljgeometrin. De viktigaste kategorierna av bearbetningsverktyg är:
Tråkiga verktyg: Dessa används vanligtvis som efterbehandlingsutrustning för att förstora hål som tidigare skurits i materialet.
Skärverktyg: Enheter som sågar och saxar är typiska exempel på skärredskap. De används ofta för att skära material med förutbestämda dimensioner, såsom plåt, till önskad form.


Borrverktyg: Denna kategori består av tvåkantiga roterande enheter som skapar runda hål parallellt med rotationsaxeln.
Slipverktyg: Dessa instrument applicerar ett roterande hjul för att uppnå en fin finish eller för att göra lätta snitt på ett arbetsstycke.
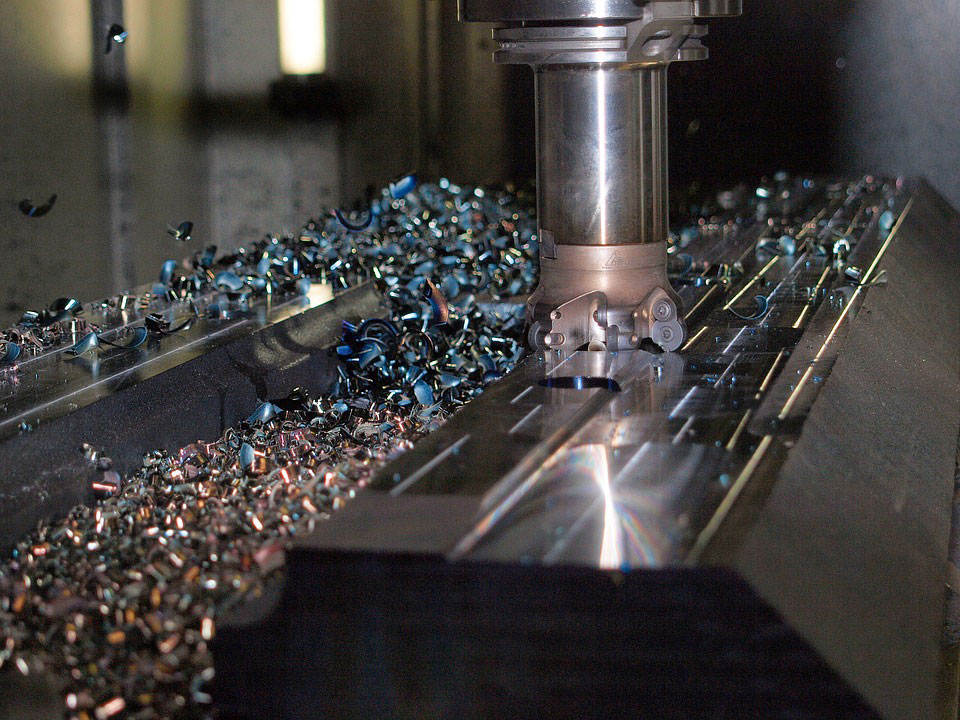
Fräsverktyg: Ett fräsverktyg använder en roterande skäryta med flera blad för att skapa icke-cirkulära hål eller skära unika mönster ur materialet.
Svarvverktyg: Dessa verktyg roterar ett arbetsstycke på sin axel medan ett skärverktyg formar det till form. Svarvar är den vanligaste typen av svarvutrustning.
Typer av brinnande bearbetningstekniker
Svetsning och bränning av verktygsmaskiner använder värme för att forma ett arbetsstycke. De vanligaste typerna av svets- och bränningsteknik inkluderar:
Laserskärning: En lasermaskin avger en smal, högenergistråle av ljus som effektivt smälter, förångar eller bränner material. CO2: YAG-lasrar är de vanligaste typerna som används vid bearbetning. Laserskärningsprocessen är väl lämpad för formning av ståleller etsa mönster till ett stycke material. Dess fördelar inkluderar högkvalitativ ytfinish och extrem skärprecision.
Oxy-bränsle skärning: Även känd som gasskärning, denna bearbetningsmetod använder en blandning av bränslegaser och syre för att smälta och skära bort material. Acetylen, bensin, väte och propan fungerar ofta som gasmedier på grund av deras höga brandfarlighet. Fördelarna med denna metod inkluderar hög bärbarhet, ett lågt beroende av primära kraftkällor och förmågan att skära tjocka eller hårda material, såsom robusta stålsorter.
Plasmaskärning: Plasmabrännare avfyrar en elektrisk ljusbåge för att omvandla inert gas till plasma. Denna plasma når extremt förhöjda temperaturer och appliceras på arbetsstycket med hög hastighet för att smälta bort oönskat material. Processen används ofta på elektriskt ledande metaller som kräver en exakt skärbredd och minimal förberedelsetid.
Typer av erosionsbearbetningstekniker
Medan brinnande verktyg applicerar värme för att smälta överskottsmateriel, använder erosionsbearbetningsanordningar vatten eller elektricitet för att erodera material från arbetsstycket. De två huvudtyperna av erosionsbearbetningstekniker är:
Vattenstråleskärning: Denna process använder en högtrycksström av vatten för att skära igenom material. Slippulver kan tillsättas till vattenströmmen för att underlätta erosion. Vattenstråleskärning används vanligtvis på material som kan skadas eller deformeras från en värmepåverkad zon.
Elektrisk urladdningsbearbetning (EDM): Även känd som gnistbearbetning, denna process använder elektriska ljusbågsurladdningar för att skapa mikrokratrar som snabbt resulterar i fullständiga skärningar. EDM används i applikationer som kräver komplexa geometriska former i hårda material och med nära toleranser. EDM kräver att basmaterialet är elektriskt ledande, vilket begränsar dess användning till järnlegeringar.
CNC-bearbetning
Datornumerisk styrbearbetning är en datorstödd teknik som kan användas tillsammans med ett brett utbud av utrustning. Det kräver mjukvara och programmering, vanligtvis i G-kodspråket, för att styra ett bearbetningsverktyg i att forma arbetsstycket enligt förinställda parametrar. Till skillnad från manuellt styrda metoder är CNC-bearbetning en automatiserad process. Några av dess fördelar inkluderar:
Höga produktionscykler: När CNC-maskinen väl har kodats korrekt behöver den vanligtvis minimalt underhåll eller stillestånd, vilket möjliggör en snabbare produktionstakt.
Låga tillverkningskostnader: På grund av dess omsättningshastighet och låga krav på manuellt arbete kan CNC-bearbetning vara en kostnadseffektiv process, särskilt för stora produktionsserier.
Enhetlig produktion: CNC-bearbetning är vanligtvis exakt och ger en hög nivå av designkonsistens bland sina produkter.

Precisionsbearbetning
Varje bearbetningsprocess som kräver små skärtoleranser eller finaste ytfinish kan betraktas som en form av precisionsbearbetning. Precis som CNC-bearbetning kan precisionsbearbetning tillämpas på ett stort antal tillverkningsmetoder och verktyg. Faktorer som styvhet, dämpning och geometrisk noggrannhet kan påverka exaktheten i ett precisionsverktygs skärning. Rörelsekontroll och maskinens förmåga att reagera med snabba matningshastigheter är också viktiga i precisionsbearbetningsapplikationer.




