
























CNC-bearbetningsbearbetningens faktiska frågor

Precisionsbearbetning kan ta vilken tillverkningsprocess som helst till nästa nivå. Det kan göra underverk för operativ effektivitet, minimera handläggningstiden och sänka produktionskostnaderna. Vem vet detta bättre än en av Kinas stora tillverkare av CNC-svarvnings- och fräskomponenter med 15 års erfarenhet under sitt bälte? BMT har tillhandahållit exceptionella precisionsdelar för industrier sedan dess.
Vibrationsförebyggande och kontroll av mekanisk bearbetning:
Att eliminera eller försvaga de förhållanden som producerar bearbetningsvibrationer; För att förbättra processsystemets dynamiska egenskaper för att förbättra processsystemets stabilitet med hjälp av en mängd olika vibrationsdämpande enheter
Produktbeskrivning










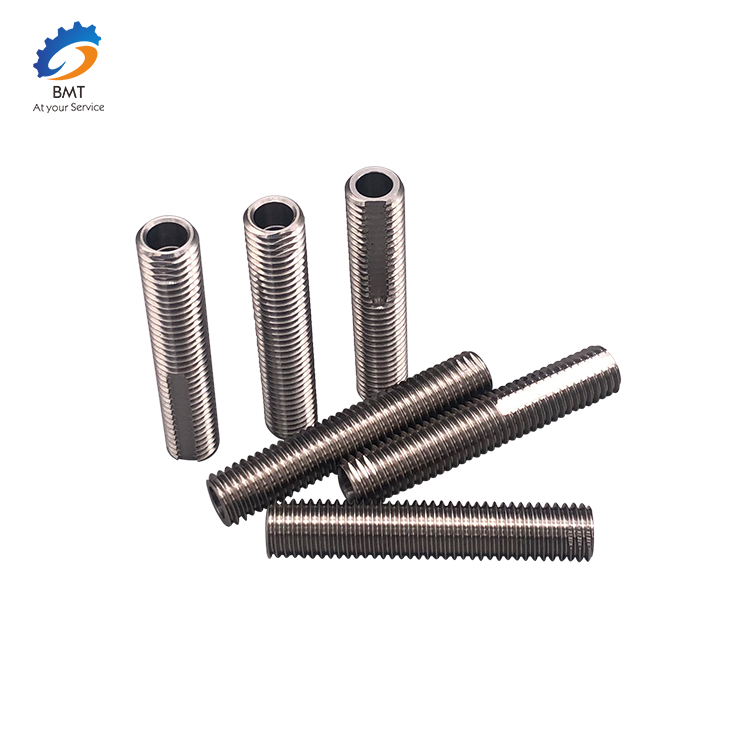








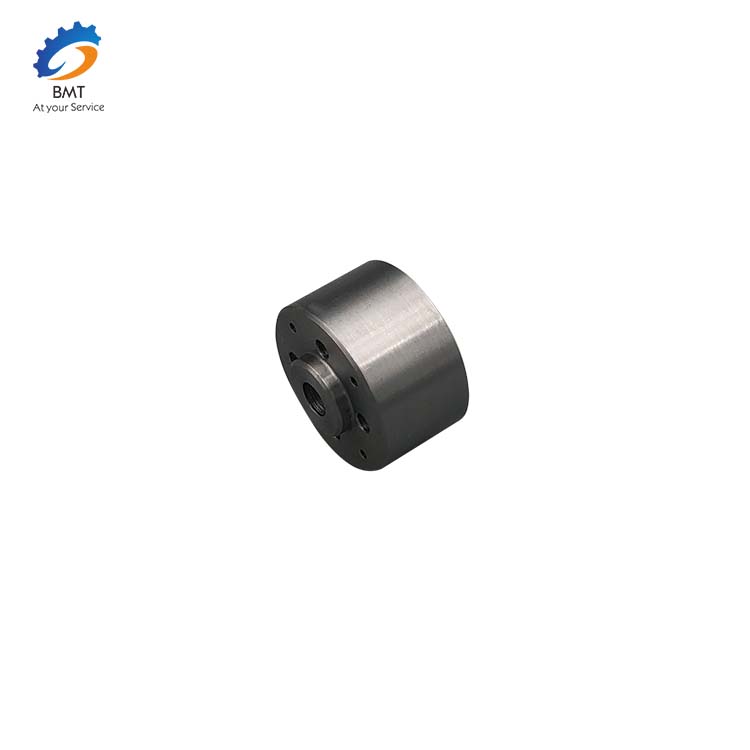





Varför välja våra CNC-bearbetade delar?


Grov benchmark urvalsprincip? Principen för fint urval av benchmark?
Rå benchmark:
1. Principen om att säkerställa ömsesidiga positionskrav;
2. Principen att säkerställa en rimlig fördelning av bearbetningstillåten bearbetningsyta;
3. Principen för bekväm fastspänning av arbetsstycket;
4. Principen att grovt datum inte bör återanvändas i allmänhet
Fint riktmärke:
1. Principen för datumöverlappning;
2. Enhetlig benchmark-princip;
3. Ömsesidigt riktmärkeprincip;
4. Självtjänande riktmärkeprincip;
5. Lätt att klämma fast principen.


Vilka är principerna för processsekvens?
a) Bearbeta först referensnivån och bearbeta sedan andra ytor;
b) I hälften av fallen bearbetas ytan först, och sedan bearbetas hålet;
c) Huvudytan bearbetas först och sekundärytan bearbetas senare;
d) Ordna grovbearbetningsprocessen först, sedan efterbearbetningsprocessen.
Hur delar man upp bearbetningssteget? Vilka är fördelarna med att dela upp bearbetningssteg?
Bearbetningsstegsindelning:
1) Grovbearbetningssteg
2) Halvfinishetapp
3) Slutsteg
4) Precisionsavslutningssteg

Det kan säkerställa tillräcklig tid för att eliminera den termiska deformationen och restspänningen som orsakas av grov bearbetning, för att förbättra noggrannheten för efterföljande bearbetning. Dessutom, i det grova bearbetningsstadiet som hittas blankfel behöver inte bearbetas i nästa steg av bearbetningen, för att undvika avfall. Dessutom rimlig användning av utrustning, låg precision verktygsmaskiner för grov bearbetning precision verktygsmaskiner för efterbehandling, för att upprätthålla precisionsnivån av precisionsmaskiner verktyg; Rimligt arrangemang av mänskliga resurser, högteknologiska arbetare som specialiserat sig på precision ultra-precision bearbetning, vilket är mycket viktigt för att säkerställa kvaliteten på produkterna, förbättra nivån på tekniken.